Nickellegeringar Manuell elektrod ERNiCrMo-3(Mod) Lödanslutning






KEMISK KOMPONET:
| LEGERING (vikt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| EXEMPEL VÄRDE | 0,01 | 0,12 | 0,44 | 21.7 | 62,7 | 8.25 | 0,003 | 0,003 | 0,9 | 3,41 |
MEKANISKA EGENSKAPER:
| EGENDOM | AVKASTNINGSSTYRKA(MPa) | FÖRLÄNGNINGSSTYRKA(MPa) | ISLAGSVÄRDE J/℃ | FÖRLÄNGNING(%) | ||||
| EXEMPEL VÄRDE | - | 765 | - | 38 | ||||

Huvudkompositionen är 61Ni-22Cr-9Mo-3.5Nb+Ta, som är det mest använda nickel-krom-molybden-svetsmaterialet.
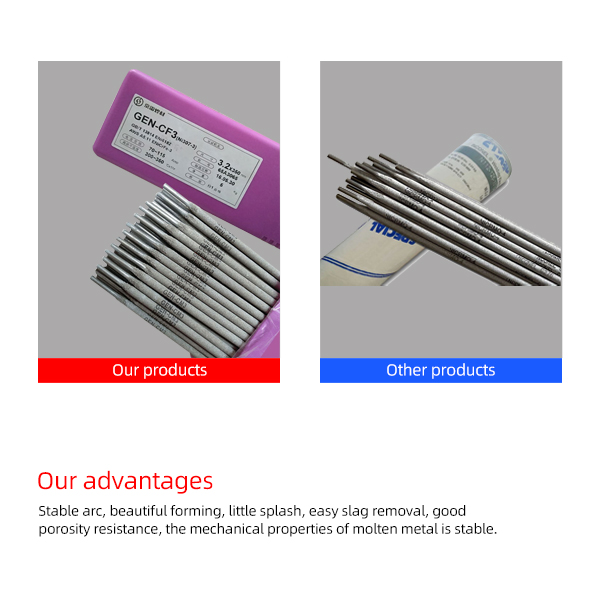
När den självskyddande TIG-svetstråden svetsar kommer den skyddande beläggningen att tränga in i svetsbadets baksida och bilda ett tätt skyddande skikt jämnt på fram- och baksidan av svetspassagen, så att båda sidorna av svetspassagen är inte oxiderat. Ensidig svetsning bildas på båda sidor, och svetsslaggen kommer automatiskt att falla av efter att svetspassagen har kylts.


Svetsmetoden för tråden är exakt densamma som den för den vanliga nickelbaserade argonbågsvetsningstråden. Den speciella beläggningen på ytan har ingen negativ effekt på svetsbarheten och mekaniska egenskaper. Bågen är stabil, formningen är vacker och flödet av varm metall är bra.











-
Shaanxi Pucheng -50℃ propan sfärisk tank projekt
-
2,3 miljoner fat SBM Fast4ward FPSO
-
Shandong kärnkraft CV20

KEMISK KOMPONET:
| LEGERING (vikt%) | C | Mn | Si | Cr | Ni | Mo | P | S | Fe | Nb+Ti |
| EXEMPEL VÄRDE | 0,01 | 0,12 | 0,44 | 21.7 | 62,7 | 8.25 | 0,003 | 0,003 | 0,9 | 3,41 |
MEKANISKA EGENSKAPER:
| EGENDOM | AVKASTNINGSSTYRKA(MPa) | FÖRLÄNGNINGSSTYRKA(MPa) | ISLAGSVÄRDE J/℃ | FÖRLÄNGNING(%) | ||||
| EXEMPEL VÄRDE | - | 765 | - | 38 | ||||
-

Nickellegeringar Manuell elektrod ENiCrMo-6 svets f...
-

Nickellegeringar MIG ERNiCr-3 Lödanslutning
-

Nickellegeringar Manuell elektrod ENiCrFe-4 Weldin...
-

Nickellegeringar Manuell elektrod ENiCrFe-2 Weldin...
-

Nickellegeringar Manuell elektrod ENiCu-7 Lödning...
-

Nickellegeringar Manuell elektrod ENiCrFe-1 Weldin...





